








News






































量産 30,000 RPM モーターの背後にあるエンジニアリング: 1000 MPa ローターと方法論の完全な詳細
性能限界におけるすべてのブレークスルーは、材料強度の 2 倍から 5 つの主要なシステムの相乗効果に至るまで、分解可能で再現可能なエンジニアリング ロジックから生まれます。
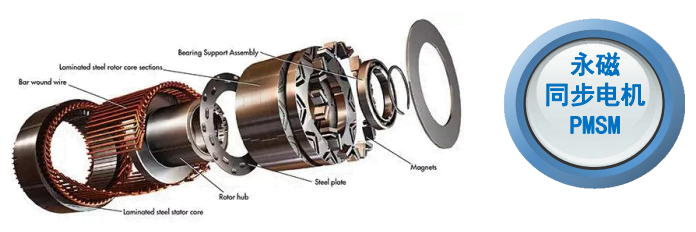
30,000 rpm モーターの量産は、材料科学、電磁設計、熱管理、精密製造、制御アルゴリズムにわたるエンジニアリングにおける共同の飛躍を表しています。 PUMBAAEV は、ローター材料強度の 2 倍化、2 層 U 字型磁石トポロジー、10 層の不等ピッチヘアピン巻線、極薄シリコン鋼積層、および自社開発の 1500V SiC チップを通じて、高性能永久磁石電気駆動技術の限界を体系的に再定義してきました。
テクノロジーの境界は常に次の反復を超えたところにあります。エンジニアにとって、このケースの価値は次の点にあります。一見「極端な」パフォーマンス指標の背後には、分解可能で再現可能なエンジニアリング手法が存在します。
1 概要: 高速性の核となる価値
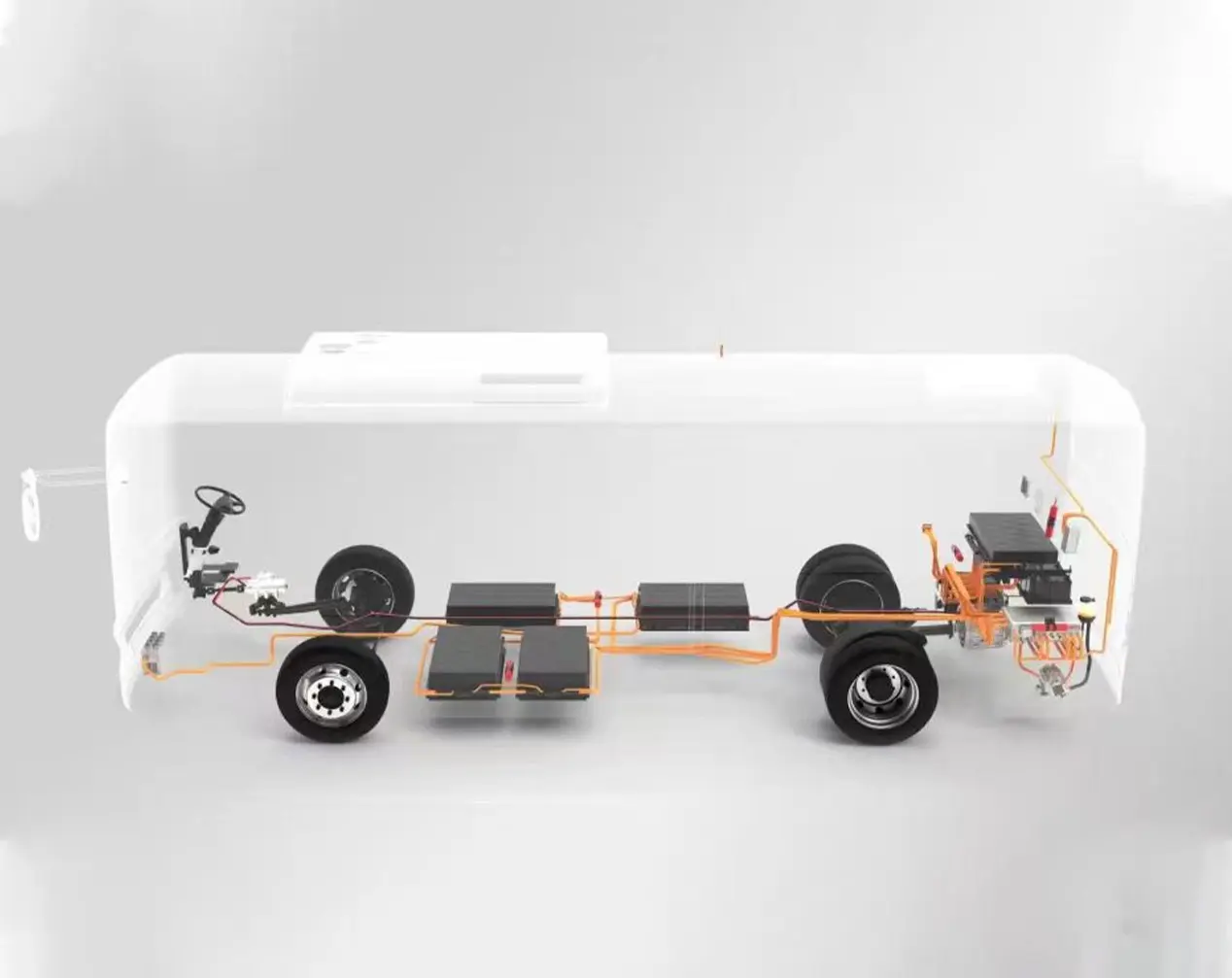
新エネルギー車両の普及に伴い、サーキットシナリオと持続的な高速走行に対するユーザーの需要が大幅に増加しています。従来の自動車用モーターは 6,000 rpm 付近で出力の「変曲点」を経験し、定出力領域ではトルクが継続的に減衰するため、120 km/h を超える高速追い越し時に加速感が著しく弱まります。
PUMBAAEV は、30,000rpmクラスの電動ドライブユニット。その核となる利点は、純粋なパフォーマンスを超えて広がります。システムエンジニアリングの観点から見ると、同じ目標出力で速度を 12,000 rpm から 30,000 rpm に増加させることで、モーターのアクティブ材料 (銅、希土類磁石、ケイ素鋼) の使用量を大幅に削減できます。
AVL の研究データによると、回転速度を 2 倍にすると、鉄心材料の使用量を約 削減できます。40%、体積、重量、コストの相乗的な最適化を実現します。
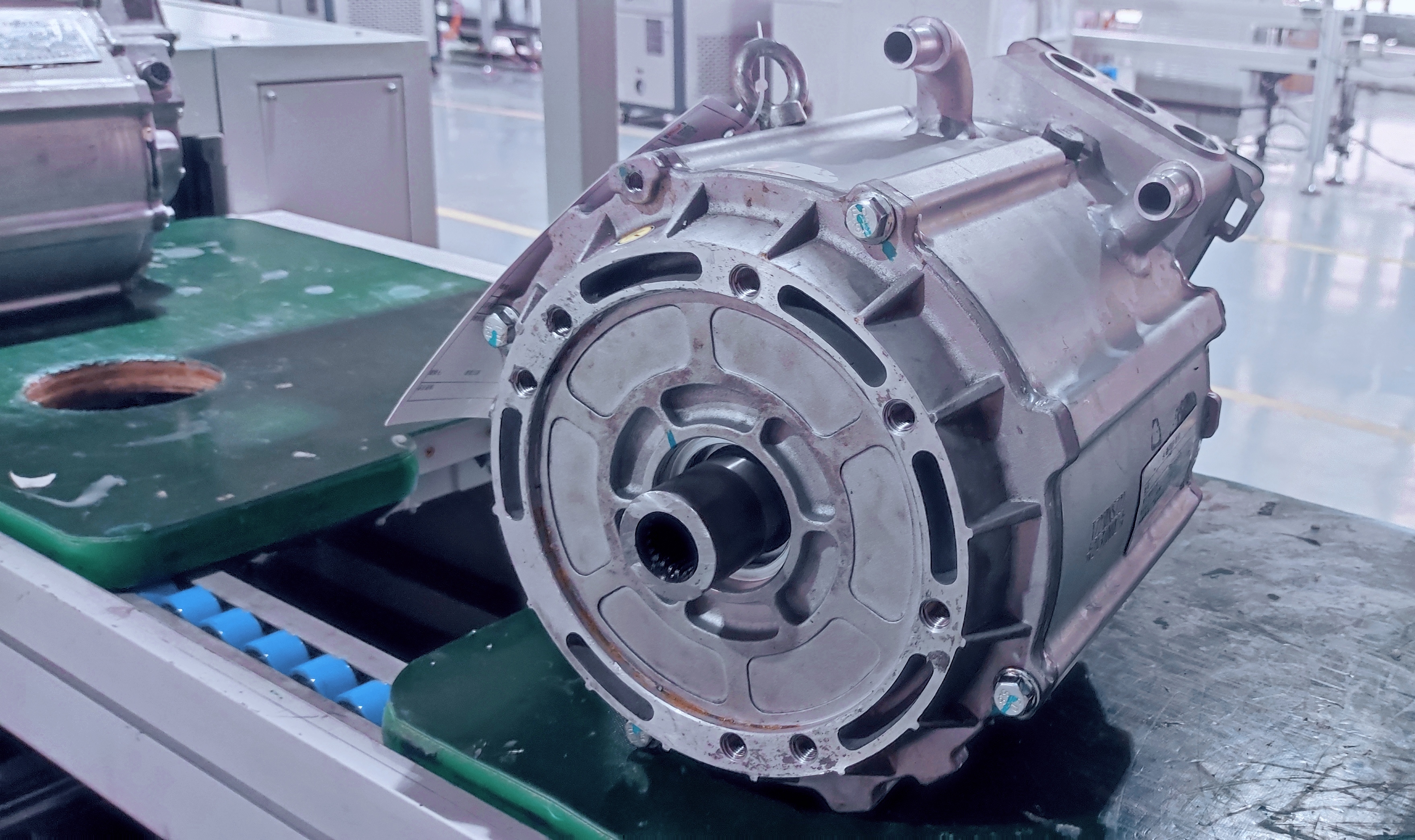
2 ローター システム: エンジニアリング上の 5 つの主要な課題
ローターは、高速モーターの中で最も壊れやすいものの重要なサブシステムです。 30,000 rpm では、ローターの外縁での遠心加速度は を超えます。40,000g。設計に欠陥があると、致命的な障害が発生する可能性があります。この課題を克服するには、5 つの技術分野でのブレークスルーが必要です。
課題1:材料強度2倍、450MPaから1000MPaへ 高強度ケイ素鋼
従来のローターの積層には、最大 20,000 rpm までの速度に十分な降伏強度約 450 MPa の無方向性電磁鋼板が使用されています。 30,000 rpm を超えると、ローターの外径におけるフープ引張応力が従来の材料の降伏限界を超えます。
エンジニアリングのブレークスルー パス:
-
マテリアルのアップグレード:高張力電磁鋼板(HS-ECS)を採用し、引張強度を大幅に向上。≧1000MPa—従来の業界レベルの2倍以上。
-
プロセスサポート: 従来のリベット留めの代わりにレーザー溶接を採用し、層間の接合力を強化し、高速での剥離を防ぎます。精密外径研削により、許容差を実現±3μm、ローターの真円度を確保します。
課題2:故障を防ぐマグネット固定・高膨張接着加工
ローターのスロットに埋め込まれた永久磁石は、高速走行時に強い遠心衝撃を受けます。従来の片面スポット接着では、高速時に応力が集中するリスクがあります。極端な条件下では、磁石がスロットの壁から剥がれたり、飛び出したりして、致命的な障害を引き起こす可能性があります。
主要技術: の使用高膨張率接着剤コーティング。硬化後は体積が5倍以上に膨張し、磁石上下面に均一な接着界面が形成され、スポット接着に比べて応力分散が大幅に向上します。コーティング材料は 180°C を超える温度に耐え、磁石に適合する熱膨張係数 (~10×10-6/°C) を持ち、硬化後のせん断強度 ≥15 MPa を達成する必要があります。
課題 3: ロータートポロジー、2 層 U 字型マグネット配置により磁気回路と強度を最適化
プンバエフは「二層U字型内部永久磁石 (IPM) トポロジー: 内側の U 層と外側の U 層が重ねられ、各層の磁石がさらに複数のセグメントに分割されます。
主な利点:
-
トルクブースト: q軸/d軸磁気抵抗の差を最大化し、追加の磁石材料を追加することなくピークトルクを約10%増加させます。
-
応力分布: セグメント化された構造により、応力が複数の独立したユニットに分散され、モノリシックな磁石ブロックの亀裂が防止され、磁化の製造上の課題が軽減されます。
-
NVHの最適化: ダブル U トポロジーとスキュー設計の組み合わせにより、基本空隙磁束密度の全高調波歪み (THD) を 5% 未満に制御し、高次高調波を抑制します。
二重層 U 字型磁石とセグメント化された設計を示す、高速モーターのローター構造の図。
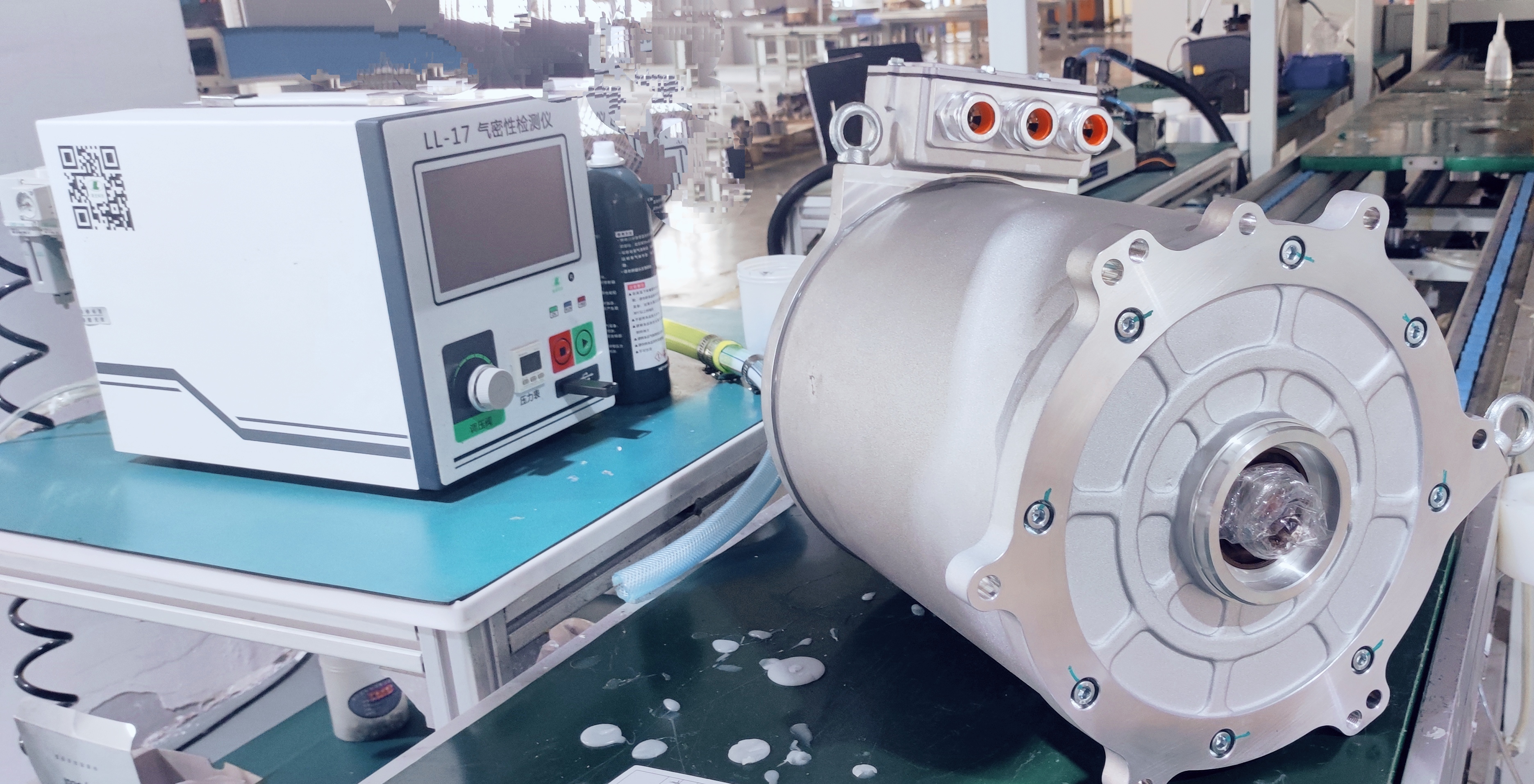
課題4:高速ダイナミックバランシング、残留アンバランスを50mg以内に抑制
30,000 rpm では、わずかなアンバランスによって数百キログラムの遠心力が発生します。 PUMBAAEV は、残留不均衡を典型的な業界レベルから圧縮しました。150mg以下へ≤50mg、67%の削減。
ダイナミックバランシングプロセスチェーン: 荒加工→磁石の熱嵌め→初期バランス→精密加工→高速全速度範囲のダイナミックバランス検証(30,500rpmでテスト)。アンバランス補正は、エンドカバーの重量除去穴をフライス加工することによって、±1 mg の分解能で実現されます。熱衝撃サイクル後の二次検証により、組み立て後の安定性が保証されます。
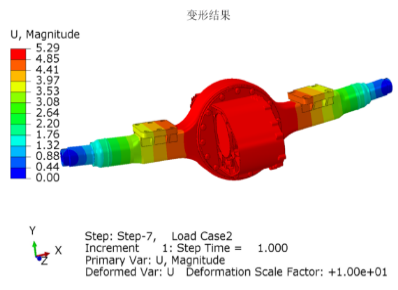
課題 5: クリティカル スピード設計、15% の安全マージン
動作速度がローターの第一曲げ臨界速度に近づくと、振動が大幅に増幅します。 PUMBAAEV は、最初の曲げ臨界速度を次のように設計しました。35,000rpm、最大定格動作速度を約 15% 上回るため、十分な安全マージンが得られます。
実装パス: ベアリングのサポート スパンとプリロードを増やしてシャフトの曲げ剛性を強化します。を同時に使用する窒化ケイ素 (Si₃N₄) セラミックベアリングシャフトの電流腐食に対する自然な絶縁を提供しながら、より高いDN値(速度×ボア直径)でベアリングの剛性を維持します。
3 ステータと熱管理: 高周波損失に対する組織的な攻撃
30,000 rpm で、電気周波数は に達します。500Hz。従来の巻線の表皮効果により AC 銅損が急増するため、ヘアピン巻線と直接オイル冷却を組み合わせたソリューションが必要になります。
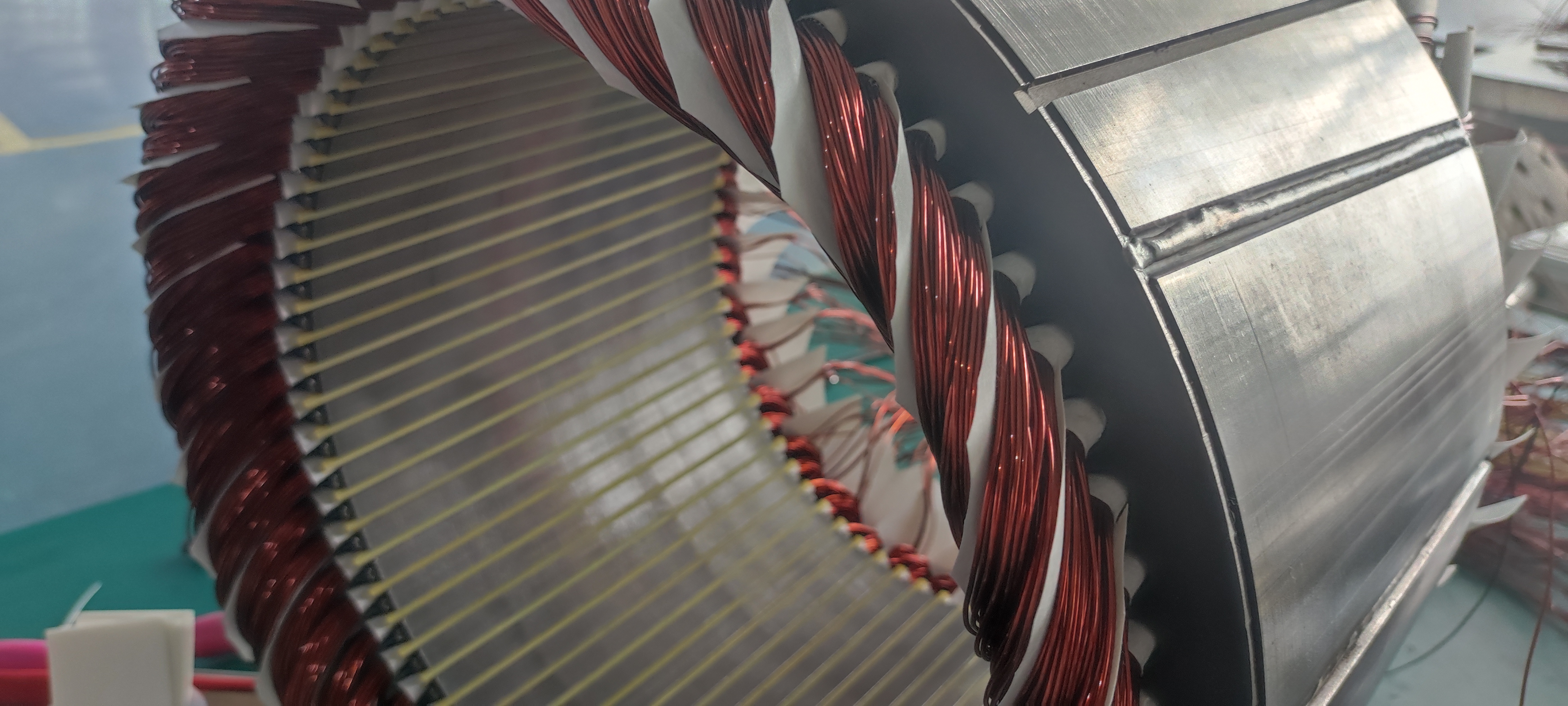
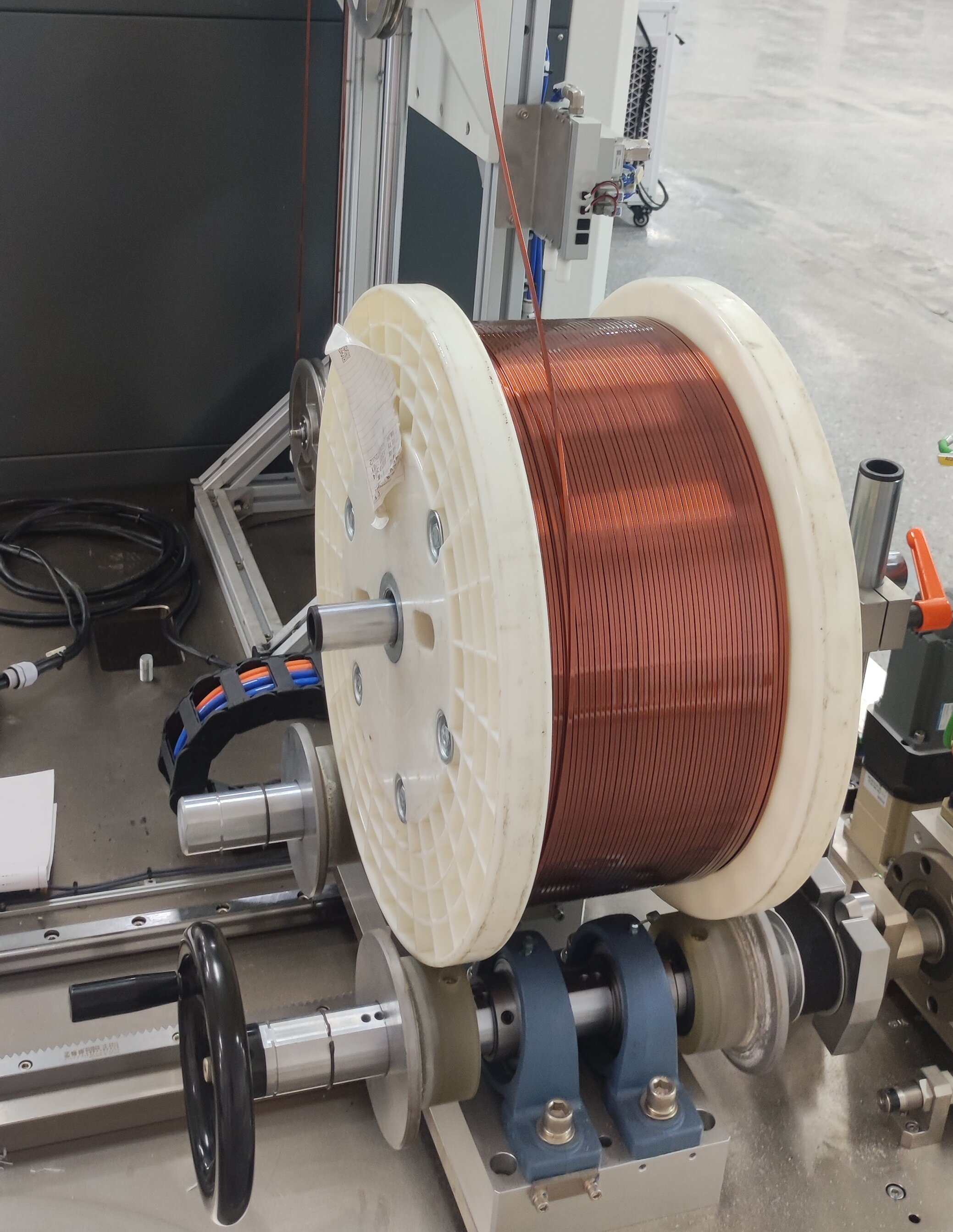
ヘアピン巻線: 10 層の不等ピッチ設計により AC/DC 銅損比を最適化
長方形断面のフラット ワイヤの銅充填率は 60% を超える場合があり、丸ワイヤの 40 ~ 45% よりもはるかに優れています。 PUMBAAEV のスーパーモーターステーターには、10層不等ピッチヘアピン巻き、各層の銅ストリップの厚さが異なります。
-
外側の層が薄い: スロット開口部付近では、高周波電流成分が優先的に流れます。
-
内層が厚くなる: スロットの底部付近では、主に DC 成分が伝送されます。
この設計は、AC/DC銅損比約1.15(業界の標準値は 1.3 ~ 1.5)、不均一な層間ギャップにより冷却油の流れ断面積が最適化されます。
コア材質:極薄積層により高周波の鉄損を大幅に低減
コア損失は周波数とともに増加します。 500 Hz では、従来の 0.35 mm シリコン鋼の損失が急増します。 PUMBAAEV は、厚さ の極薄の高周波電磁鋼板を使用しています。≤0.2mmにより、500 Hz でのコア損失を低減します。40-50%0.35 mm スチールと比較。積層が薄くなることで、単位体積あたりの熱放散の表面積も増加します。
冷却システム: 直接オイル冷却により効率的な熱管理が可能
30,000 rpm でのステーターの熱密度は非常に高く、従来のジャケット冷却の能力を超えています。 PUMBAAEV はステーター スロット内に冷却オイル通路を統合し、オイルが巻線間を流れることを可能にし、銅巻線による直接接触冷却。
3つの観点からの熱相乗効果:
-
極薄ラミネート:鉄損を減らし、表面積を増やします。
-
不等ピッチヘアピン:冷却オイルの流路を最適化。
-
直接オイル冷却: 直接接触冷却を提供します。測定により、定常状態の巻線温度差を制御できることが示されました5℃以内、ピーク温度は約40℃低下します。
4 NVH 制御: 電気時代の静寂の探求
EV のバックグラウンドノイズが低くなると、モーターノイズがより聞こえるようになります。 30,000 rpm の 500 Hz の基本周波数とその高調波は、人間の聴覚の最も敏感な範囲 (500 ~ 4000 Hz) に収まります。
一次騒音励振源:
-
電磁力高調波: エアギャップ磁束密度の空間高調波によって生成されます (磁石の形状、巻線構造によって決まります)。
-
インバータPWM高調波: スイッチング周波数とその倍数により電流波形高調波が発生し、磁力高調波がさらに励起されます。
-
機械的アンバランス: ローターの残留アンバランスにより 1 倍の回転周波数 (500 Hz) の励起が発生します。これはベアリングおよびハウジングの共振周波数から分離する必要があります。
トリプルNVH制御戦略:
-
電磁的最適化: スロット形状、スキュー角などの多目的最適化により、電磁力高調波 (6N 次など) の振幅を最小限に抑えます。スキュー加工には高精度ヘリカルスタッキングを採用。
-
構造補強と免震:e-ドライブユニット全体の剛性(ハウジングリブ)を強化し、共振周波数を動作帯域から遠ざけます。マウントポイントに高効率の防振ブッシュを使用し、構造経路を介した振動伝達を低減します。
-
高精度のダイナミックバランシング: 残留アンバランス ≤50 mg により、ライフサイクル変動制御により、1X (500 Hz) 励起時の振動加速度が 0.1 g 未満であることが保証されます。
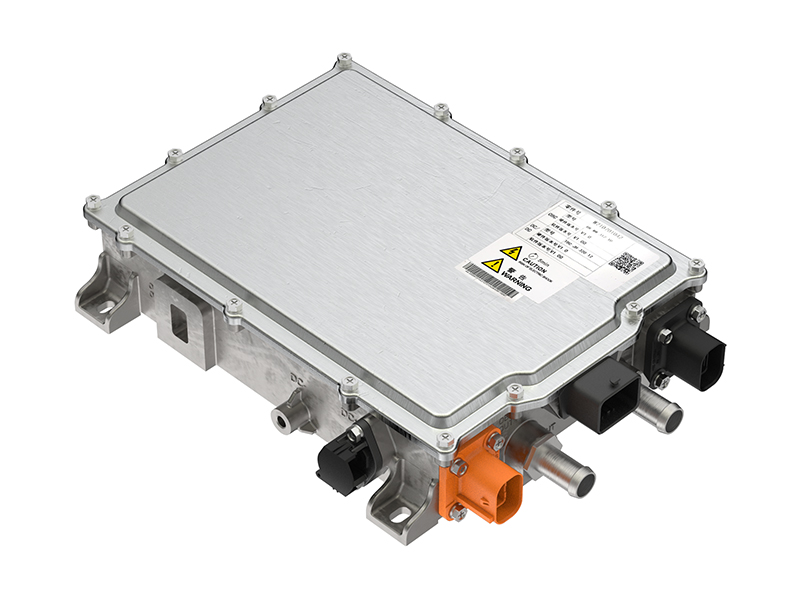
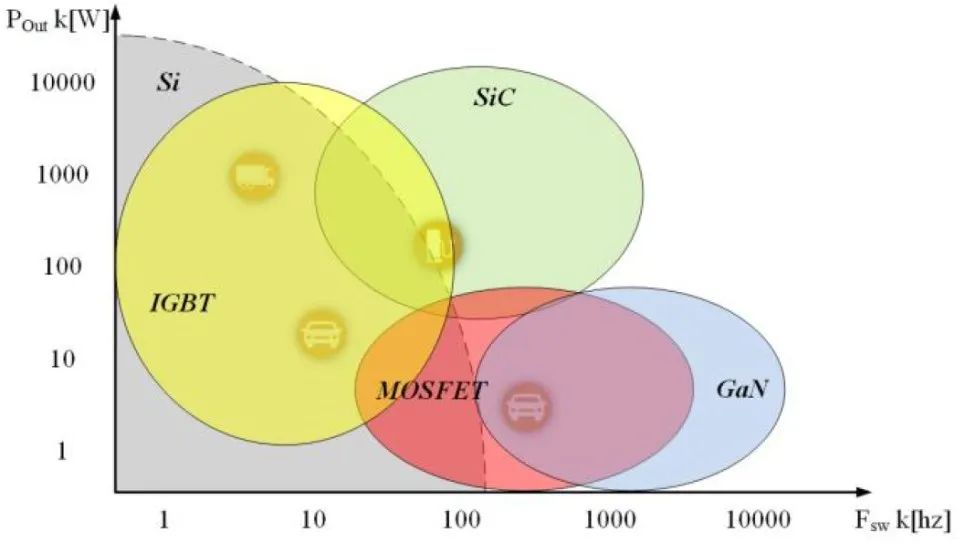
5 制御およびパワーエレクトロニクス: SiC チップの極めて重要な役割
高周波と高効率は高速モーターに固有の要件であり、制御およびパワーデバイスの進歩に直接依存します。
の自社開発の1500V SiCチップは核となるブレークスルーです。従来の IGBT と比較して、SiC MOSFET では次のことが可能になります。
-
より高いスイッチング周波数:より高いモーター速度(電気周波数)をサポートします。
-
スイッチング損失の低減:特に高速領域でのシステム効率が向上します。
-
より高い電圧定格: 1500V 定格は、800V プラットフォームおよび将来の開発に安全マージンを提供します。
制御アルゴリズムはモーターと深く整合し、高速弱め界磁領域での安定した動作と最適な効率を確保する必要があります。
6つの挑戦と今後の進化
既存の技術的なボトルネック
-
材料費:高強度電磁鋼板と特殊コーティングは依然として従来のソリューションより 20 ~ 30% 高価です。
-
ケイ素鋼の限界: 積層を薄くすると鉄損が減りますが、剛性が損なわれます。鉄損と剛性のトレードオフは主要な課題です。
-
ベアリングの生涯信頼性: 超高 DN 値での高速セラミック ベアリングのライフサイクル全体の信頼性を実現するには、より多くの路上試験データが必要です。
-
SiCサプライチェーン: 社内の SiC チップ、特に 4H-SiC 基板の歩留まりとコストは、工業化の主要なハードルです。
将来のテクノロジーへの道
-
新素材:アモルファス/ナノ結晶軟磁性材料は、珪素鋼よりも鉄損が最大60%低く、次世代ステータコアの主な候補ですが、脆性材料の加工には課題が残っています。
-
新しいトポロジ: アキシャル フラックス モーター (AFM) は、もともと高速に適したディスク型の構造を備えており、一部の OEM のロードマップに含まれており、ラジアル フラックス モーターよりも 20 ~ 40% 高い理論上の出力密度を提供します。
-
統合された熱管理: ステーターとインバーターパワーモジュールの間で冷却オイルを共有することで、熱抵抗を最大 30% 削減し、システムアーキテクチャを簡素化できます。
-
AI主導のデザイン革命: AI/最適化アルゴリズムと組み合わせたマルチフィジックス協調シミュレーション (電磁-熱-構造-NVH) は、高速モーターの開発サイクルを 24 か月から 12 か月未満に圧縮する可能性を秘めています。
テクノロジーの境界は常に次の反復を超えたところにあります。30,000 rpm モーターの量産は、システム エンジニアリング手法、深い垂直統合、および極端なエンジニアリング思考によって推進される新しい技術サイクルの幕開けを示します。